前回、床暖房パネルの框を組み上げるところまでできました。

框はプレーナー加工した角材で、このままでは足が当たれば痛いことになりますので、角を面取りします。

面取り加工はボーズ面のビットを取り付けたトリマーで行います。

起・終点でビットがブレてしまいがちなので、端材で両端を延長しています。
二辺が交わるところはこのような感じになります。

四辺とも加工して框の完成です。

次に床板を準備します。
床板はまだ張れないのですが、今後配管の作業に移ることから木工の作業をまとめて終わらせておくことにします。
床板は無垢の板材を使いたいところですが、床暖房に使うと熱で反ってしまう恐れがあります。
そこで、一般的な合板のフローリング材を使います(床暖房用のフローリング材もあるようですが、普通のもので十分でしょう)。

こうしたフローリング材の幅は1尺(303mm)のものが一般的ですが、それだと床暖房パネルのサイズ(900mm×600mm)に対して2枚しか張れず、その結果、わずかしか釘止めできないことになります。
どうしたものかと思っていたところ、たまたまホームセンターに幅が半分(5寸)程度のものが1枚500円で売っており、それを2枚(1,000円)購入したのが上写真のものになります。
必要長さで切って仮置きしてみます。
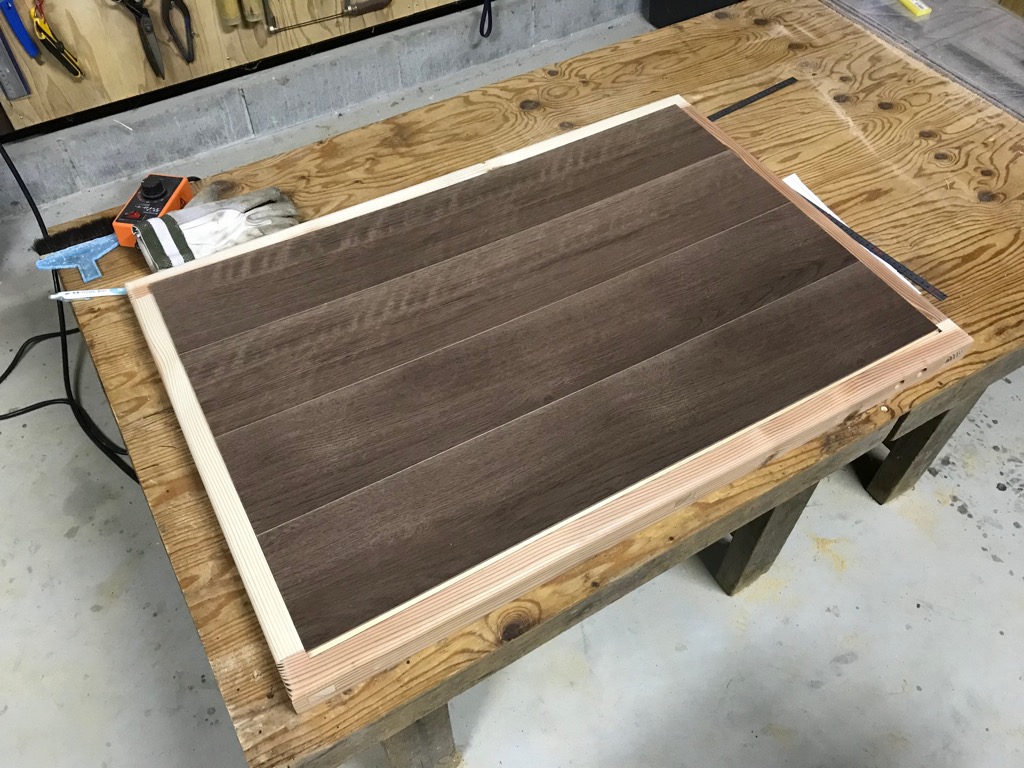
幅5寸のものであれば幅に余りが生じるはずですが(フローリング材幅5寸×4枚>床暖房パネル600mm)、逆に不足して両側に隙間ができてしまっています。

今更ながらフローリング材の幅を測ってみると5寸(151.5mm)より狭いのです・・・。

これでは両側にそれぞれ1cm程度の隙間が出来てしまいます。
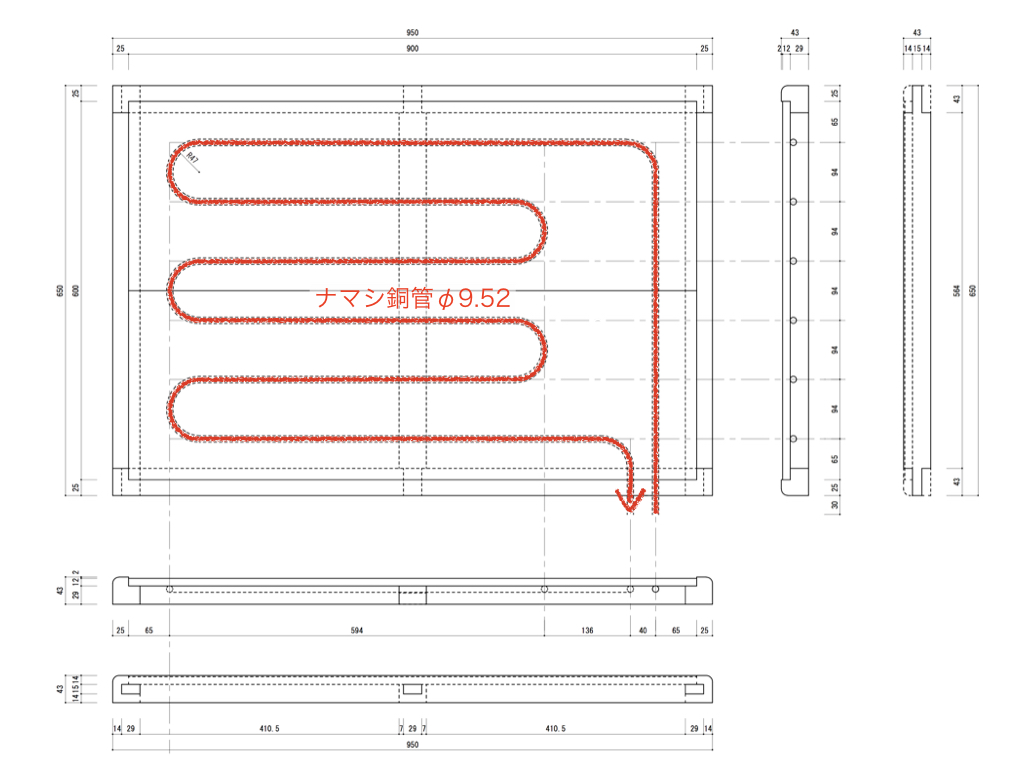
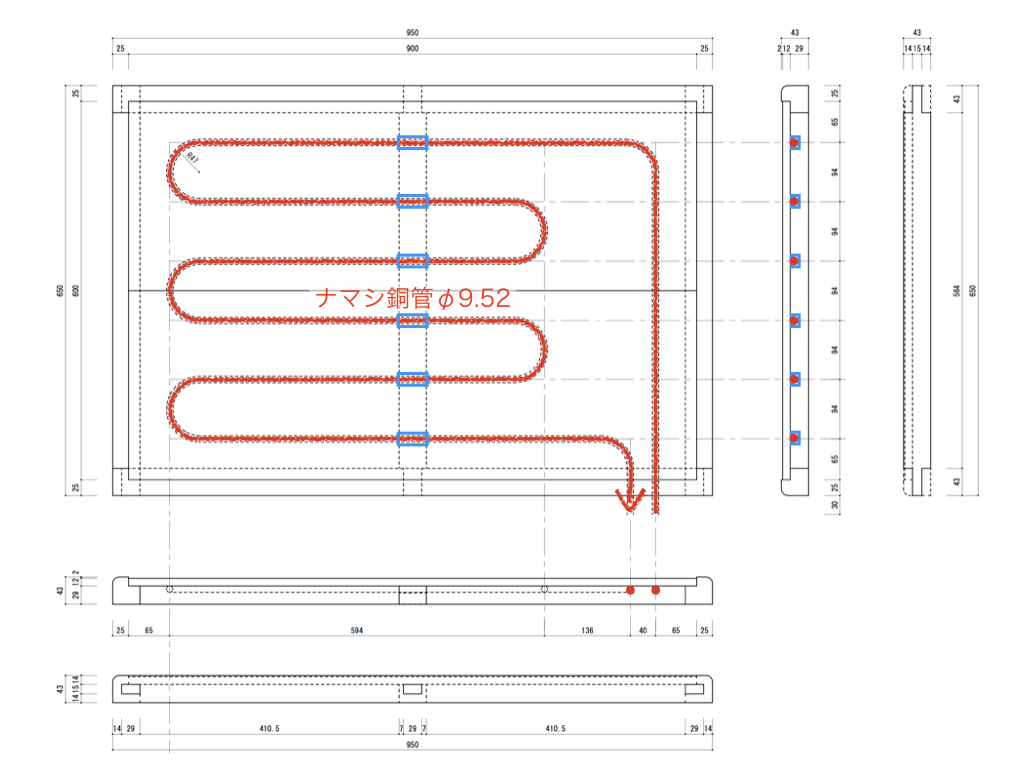
このままいくか、何か詰め物でもして対処するつもりが、釘を打つ箇所(フローリング材のサネと中框との交点)を確認すると、運悪く銅管の配管ルートと重なっています。

銅管に釘を打ってしまうことだけは避けたいですので、結局、フローリング材をもう1枚買って板の配置を変えることにします。
両側に幅を調整したものを入れるとして配置すると、釘を打つ箇所は銅管の配管ルートから外れます(それでも近接するところはあります)。

追加で購入したフローリング材を必要幅で挽き割ります。

こうした長尺ものを挽き割るのに以前作った拡張テーブルが活躍してくれます。
仮置きするとピッタリ収まりました(釘止めは配管等が終わった後になります)。

木工作業はこれで完了です。
框は床板の色よりも濃くするため塗装するつもりです。
その塗料(オイルステイン)は今年行う予定の外壁塗装の余りを使おうと思っていますので、塗装はしばらく先になりそうです(手間的には床板を張る前の今行うと良いのですが)。