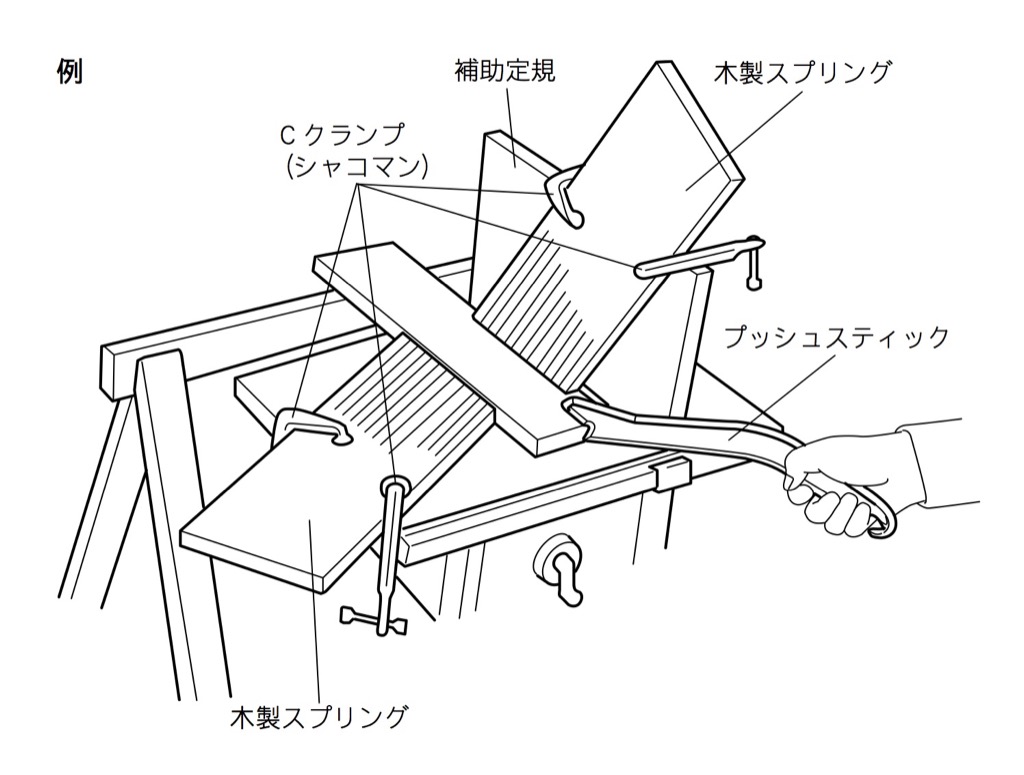
テーブルソーで溝切り加工(溝切りカッター使用)をするため、前回、フェザーボード(木製バネ)を作りました。

一般的な溝切りカッターは刃が2個或いは4個程度付いたもの(下写真右)で、テーブルソーの取説で取り付け可能とされているものもこのタイプです。

一方、「自在溝切りカッター」と呼ばれる溝の幅が変えられるものがあります。

<山真製鋸(株)メリッター>
丸ノコのノコ刃(チップソー)を小さくしたような感じですが、刃を偏心できるようになっており、それで可変の溝を掘ると言うアイデア商品(特許?)なのです。
これなら丸ノコのチップソーと同じようなものですので、一般的な溝切りカッターに比べキックバックが起きにくく安全に使えそうです。
ただ、問題はテーブルソーに装着できるか?です。
溝切りカッターの内径は15mmで、テーブルソーのスピンドルの軸径と同じですので、取り付けが可能です。
ただ、マキタの丸ノコ盤2708の場合、そのままでは本体と刃が接触してしまうため、その間に内径が15mmのワッシャーをかませてやることで装着することができました。
・本体側から:スピンドル(軸径15mm)−ワッシャー(内径15mm)−自在溝切りカッター−アウターフランジ(本体付属)−ボルト(本体付属)
なお、自在溝切りカッターを装着することはメーカーの想定外の使い方になり、重大な事故や機械の損傷につながる可能性がありますので念のため。
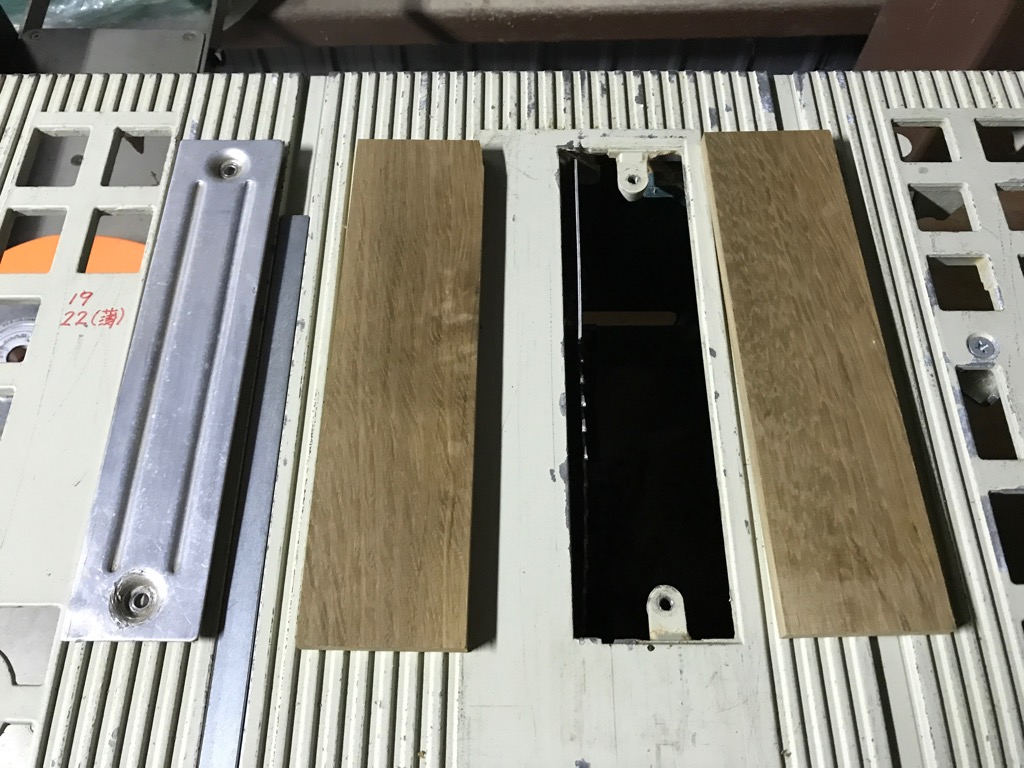
自在溝切りカッターを装着できたものの、ノコ刃に比べて幅が大きいため、元々の刃口板(インサートプレート)を使うことができません。
そこで、自在溝切りカッター用の刃口板を作ることにします(ついでに通常のノコ刃用のものも)。
材は硬木のほうが良さそうですので、ケヤキの古材(厚5分程度)を使うことにします。

この古材は主屋の縁側(北側)の床板として100年以上使われていたものですが、まさかテーブルソーの刃口板として使うことになるとは。
表面に傷や汚れがあるため、プレーナーにかけます。

100年以上の古材ですが、一皮剥けば綺麗なものです。
刃口板の大きさで、2枚分(溝切りカッター用、ノコ刃用)を木取りします。
テーブルソーは鉄板を板金加工した刃口板を取り付けるようになっているため、木製のものを取り付けるには相応の加工が必要になります。
まずはボルトの取り付け部の形と深さに合わせて溝を掘ります。
この溝の深さが合っていないと、テーブルと刃口板との表面に段差が生じてしまいます。
そこで、正確な深さになるようにトリマーを使います。
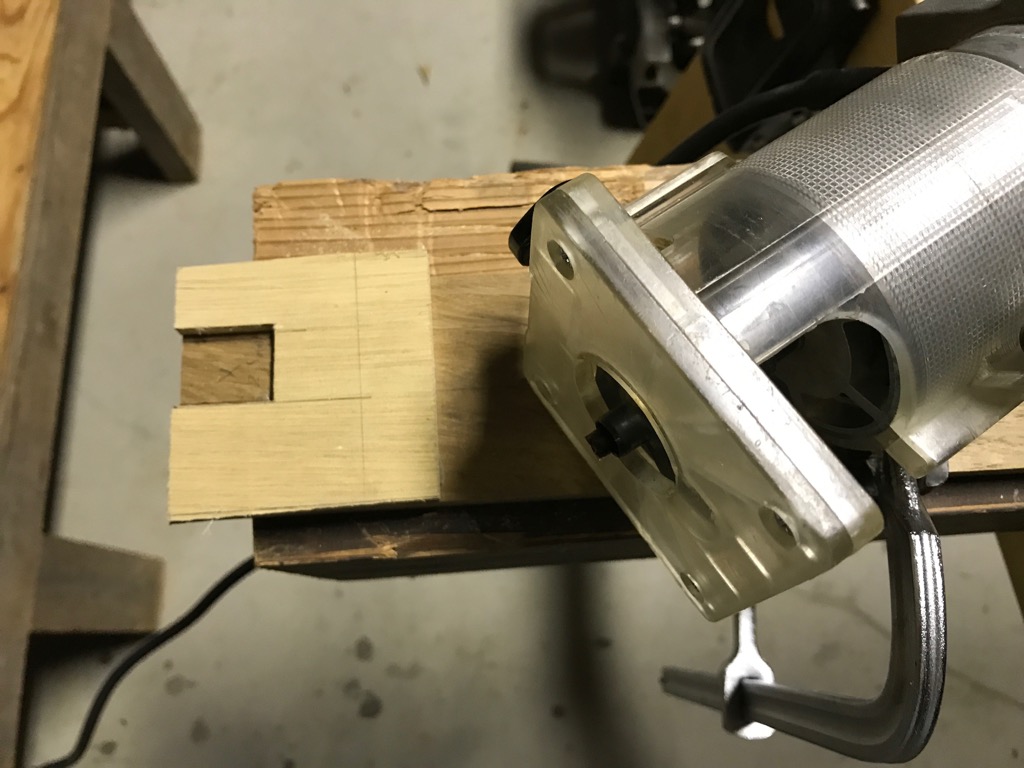
各2箇所、計4箇所に溝を掘りました。

さらに周囲の張り出し部分を設けていきます。

テーブルソーを使って加工したのですが、(私的には)かなりの精度で加工が可能です。
先のトリマーによる加工もそうですが、熟練の技がなくとも機械を使えば、このような加工ができてしまうことから趣味で木工を楽しむ方が多いのでしょうね。
ピッタリ収まりました。

ボルト穴を設け、取り付けます。

溝切りカッターを下げた状態でモーターを動作させ、カッターを徐々に上げながら刃口をあけていきます。

通常のノコ刃用のものも同様に加工します。

テーブルソーに付属の刃口板はノコ刃を傾斜させる場合にも対応できるように刃口の幅が大きくなっています。
このため、ノコ刃との間に生じる隙間に切断した木片が落ちて怖い思いをすることがあります。
これならノコ刃との隙間がありませんので、そうした恐れがありません。
もちろん、これは私が独創したものではなく、「ゼロ・クリアランス(clearance:隙間) インサートプレート」として多くの方が自作・公開されているものを真似しました。
これで自在溝切りカッターを使う準備が整いましたので、角材に溝切り加工を施してみます。

材の送りもスムーズにいきますし、高速回転する刃の近くに手を持っていく必要がないので、安心して作業できます。
このような治具があれば、トリマーを使うよりも早く安全に加工できるように感じます。
アッという間に全ての溝を付けることができました(まあ、治具の作製や機械の設定に相当な手間と時間がかかっているのですが・・・)。