

前回、夏季の暑さ対策として冷風扇を導入しましたが、そのサイズが想像以上に大きいことが判明。
そこで、冷風扇の置き場所を確保するため、下図の棚を設けることにしました。
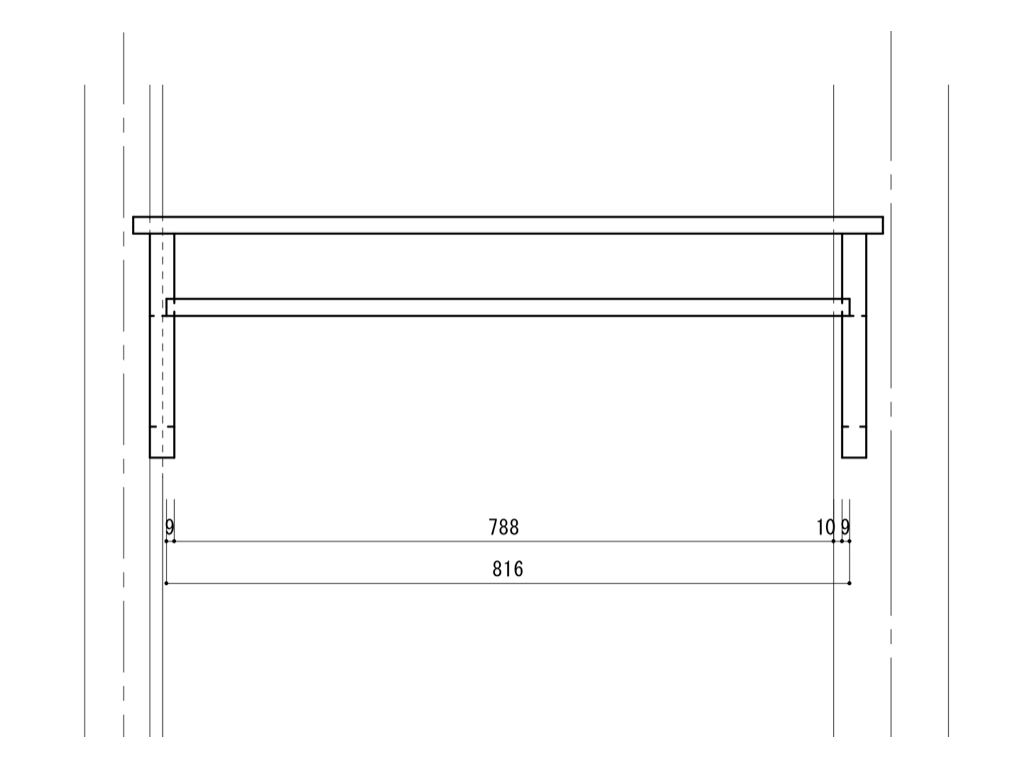
<立面図>
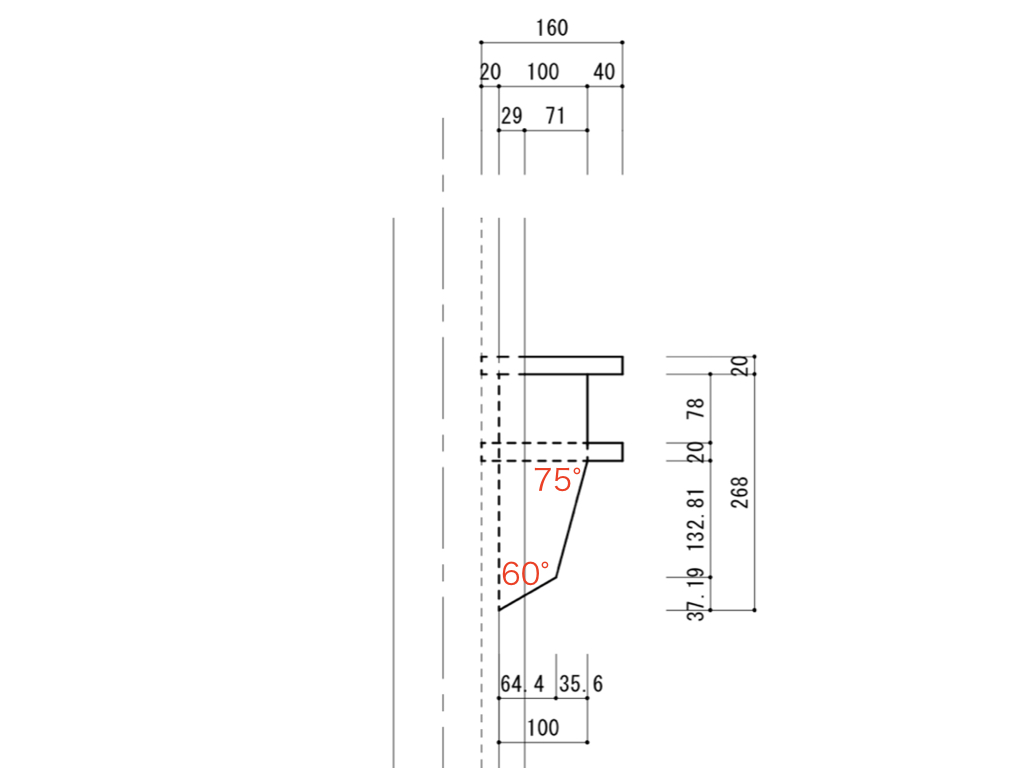
<側面図>
まずは棚受け部分を作ります。
棚受けのサイズは上図のとおり100mm×29mm×268mmとしているため、手元にある杉の間柱材(105mm×30mm)から木取りします。
テーブルソーを使って幅100mmで縦挽き。

棚受けの手前側の角は、ぶつかったときに怪我をしないように鈍角にしています。
このため、まずは下端側を60°の角度で横挽き。

このとき、テーブルソーの傾斜定規(マイターゲージ)は30°(=90°−60°)にセットしています。
次に上端側を15°の角度で横挽きしますが、傾斜定規は75°(=90°−15°)にセットできません(45°まで)。
そこで、75°の角度でカットした板を間に挟むことで所定の角度になるようにします(傾斜定規は0°にセット)。

墨線通り切断されます。

精度が求められる箇所ではありませんが、安全にテーブルソーを使うには(途中で材を捻らない)、こうした治具の利用が欠かせないように感じています。
左右ひと組分のカット完了。

次に棚板をカットします。
棚板用の材は、棚受けと同じ杉でサイズが210mm×20mmの板材(プレーナー加工済)をホームセンターで購入してきました(2mもので1,000円弱)。
下写真のとおり表面が相当焼けているところを見ると相当期間売れなかったのでしょうか・・・。

木端の一方に水糸を張ってみると長さ方向に乾燥による曲がりが生じていることが判明。
このため定規を使って真っ直ぐに切り直し、基準を作ります。

真っ直ぐに切ったほうを基準にしてテーブルソーを使って所定の幅(160mm)で縦挽きします。

板の幅が210mmあるところを160mm幅で挽くのは勿体無いような・・・。
先に加工した棚受けを載せ、両者の大きさのバランスを確認します。

棚板の表面が日に焼けて黒ずんでいますので、表面側を自動カンナ盤にかけて1mm程度削っておきます(20mm→19mm)。

1mm削った程度では黒ずみを取りきれませんでしたが、最終的にはオイルステインで塗装する予定ですので、これで良しとします。
ちなみに上写真に写っている自動カンナ盤の集塵フード(サイクロン集塵機接続)ですが、2年程前に自作したものは不十分(角材程度しか集塵できず)でしたので作り直しています(形状を変更するとともにサイクロン集塵機との接続パイプにΦ100mmのアルミダクトを使用)。
これにより板材でも(なんとか)集塵できるようになりました。
棚板の厚さ(19mm)が決まりましたので、棚受け側に19mm幅の溝を切ります(深さ9mm)。

溝の深さを9mmとしたことから、棚板(下段)の長さは下図から816mmとなります。
早速、棚板を816mmの長さでカットしたいところですが、棚受けを上図のとおり設置できるとは限りませんので、棚受けを設置したうえで両者の離隔を実測し、その値をもとにカットすることにします(当たり前のことなのでしょうが、先走ってしまうこと多々あり・・・)。